|
|
Food Package Inspection by Ultrasonic ImagingBackground Flexible food packages offer consumers cheap, lightweight and easy-to-open soft containers. They have many advantages over glass bottles or metal cans, such as better nutrition preservation for various types of foods, less energy consumption and processing time in manufacture, cheaper product shipping cost and less storage space. Flexible food packages are sealed by hermetically heat-fusing the opposing seal surfaces. Post-process contamination of the processed foods is mostly linked to seal integrity issues such as channel leaks and imperfect bonds. It has been known that certain microorganisms can transit through 10-µm-diameter or smaller channels. The seal integrity must be tested for potential defects formed during or post production because the U.S. government is pressing for zero tolerance of pathogens in foods. However, current inspection techniques in the food industry, such as destructive testing and human visual inspection, only provide statistical assurance. They are time-consuming and expensive due to personnel costs and product loss. Therefore, effective and reliable nondestructive seal integrity tests are needed for quality assurance purposes. The Packaging Laboratory and the Bioacoustics Research Laboratory, at the University of Illinois at Urbana-Champaign, have collaborated on developing ultrasonic pulse-echo food package seal integrity nondestructive inspection methodologies. The developed methods (RF sample, RF correlation, parametric ARX-modeling and Backscattered Amplitude Integral (BAI) mode images) are capable of detecting and localizing channel defects embedded in plastic package samples. Among these methods, the BAI-mode image is simple to implement and can do blind detection without a priori sample information (speed of sound). Like C-scan type images, the BAI-mode image is a plane projection of sample. The image pixel values (BAI-values) are obtained by calculating the envelope-time integral for the RF echo waveforms at each transducer scanning location. If a defect is present, the RF echo waveform will be different from the echoes in the intact region. Using a 17.3-MHz spherical focusing transducer, the BAI-mode image has a 100% detection rate for cylindrical channels greater than 38 µm in diameter in bonded 2-sheet plastic film samples (thickness 110 µm per sheet, 20°C degassed water, wavelength 86 µm). Channel defects as small as 6 µm in diameter could be detected occasionally, much smaller than the human observer inspection limit (~ 50 µm). Some examples of defect-images produced by this technique are shown below (Figures 1).
Figure 1. Some BAI-mode image examples. Motivation For its sensitive subwavelength channel defect blind detection performance, the BAI-mode image has the potential to become an economical, real-time on-line food package seal integrity inspection methodology. However, the fundamental subwavelength defect detection mechanism is poorly understood. Our research has been motivated by the two questions: (1) How can the BAI-mode image be applied to real world package product line inspection? (2) Why is the BAI-mode image able to perform such a sensitive subwavelength detection? Real-Time Spatial Sampling Study To bring the BAI-mode imaging technique closer to real world application, a real-time zigzag raster scanning pattern has been developed to simulate the package product line inspection scenario whereby an ultrasonic transducer scans a moving package from above in a zigzag raster pattern (Figure 2). The engineering trade-off between the BAI-mode image quality (lateral and contrast resolutions) and the real-time spatial sampling pattern has been investigated through quantitative image assessment. Two transducers (TDR-A: f0=17.3MHz, -6-dB beam diameter 173 mm and TDR-B: f0=20.3MHz, -6-dB beam diameter 247 mm) were used to acquire RF echo data in a zigzag raster pattern from plastic film samples bearing rectilinear point reflector arrays of varying grid spacings. The average BAI-value difference (ΔBAI) and the contrast-to-noise ratio (CNR) between defective and intact regions were used to assess image quality as a function of three spatial sampling variables: transducer spatial scanning step size, array sample grid spacing and transducer -6-dB pulse-echo focal beam spot size. For a given sample, the image quality degraded as transducer scanning step size in each spatial dimension increased. It was found that with the proposed zigzag raster pattern, the BAI-mode image quality depended on the relative ratio between the scanning step sizes in each spatial dimension and the µ6-dB pulse-echo focal beam lateral diameter. Larger µ6-dB pulse-echo focal beam spot size helped increase inspection speed but did not image as many details as smaller µ6-dB pulse-echo focal beam spot size did. By analyzing the degradation slopes of the ΔBAI and CNR curves, the optimal scanning step sizes (xstep and ystep) were identified as between one and two times of the µ6-dB pulse-echo focal beam lateral diameter. The simultaneous x- & y- sweeping of each scanning row makes the zigzag raster scan an efficient spatial sampling protocol to examine large area with high inspection speed in real-time. Transducer real-time scanning speed can be estimated given the x-scanning width, the transducer beam diameter, the pulse repetition frequency and the desired image quality (detailed imaging, quick imaging, or rapid detection).
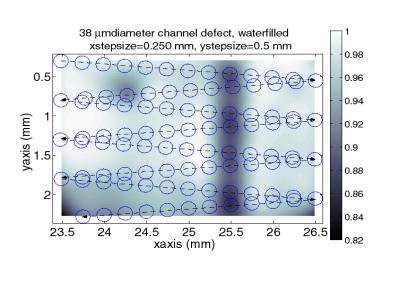
Figure 2. A BAI-mode image with the 2D zigzag scanning pattern. The rectangular vertical black region is a channel defect. The dashed line is the transducer trajectory. The circles are the -6-dB pulse-echo beam spots at each transducer scanning location. x-stepsize is defined as the center-to-center distance between two neighboring beam spots. y-stepsize is defined as the distance between the turning points of two neighboring scanning rows.
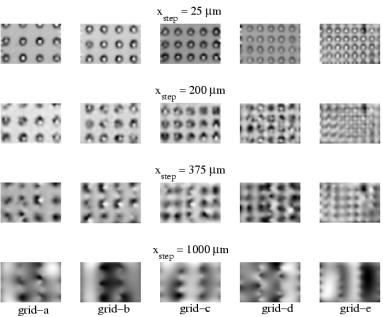
Figure 3. BAI-mode images of five point-reflector samples with different xstep using TDR-A transducer. ystep = 200 µm. Each subimage takes 3 mm by 2 mm region.
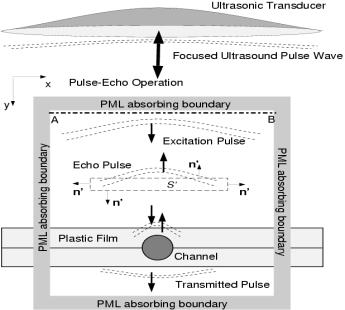
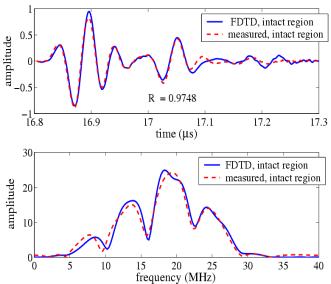
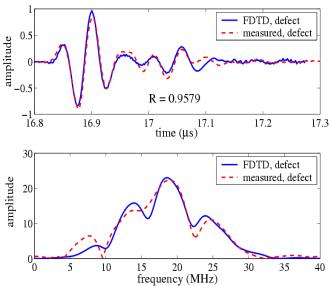
Figure 4. Comparison of BAI-mode images with different transducers, left: xstep = 100 µm, ystep changes, right: ystep = 200, 300 µm for TDR-A and TDR-B, respectively, xstep changes. Each subimage takes 3 mm by 2 mm region. Subwavelength Defect Detection Mechanism Optical and acoustic images of package sample cross-section revealed many interesting microstructure features such as an asymmetric impedance profile, elliptic channel defect shape and non-smooth channel defect contour, position shift of channel defect and material shrinkage and compounding in defect region. The ultrasound beam encounters complex structures during pulse-echo defect detection operation: the package sample front wall, interfaces between package sample sublayers, heat-fusing zone between the two plastic sheets, the channel itself, impedance deviation surrounding the channel, and the package sample back wall. The package sample was sealed by clamping both sheets together and applying heat from one side to fuse them together. Transient heat conduction finite element simulation using ANSYS demonstrated the temperature gradient during single-sided heat sealing process, which could in turn cause the asymmetric sample cross-section impedance profile whose values increased as the distance away from the sealing side increased. The impedance measurement of the single-, double- and triple-sealed package samples showed that the impedance profile would regain symmetry if the heat sealing was done at both sides of the sample, while odd number of heat sealing processes caused the asymmetric impedance profile. A theoretical modeling study was undertaken to investigate the origin of the BAI-mode image contrast, and establish a generalized numerical model for the pulse-echo subwavelength defect detection system. A 2D numerical simulation tool using the finite-difference time-domain (FDTD) method with the perfectly matched layer (PML) absorbing boundary technique was developed to numerically evaluate the aforementioned pulse-echo interactions. In order to reduce the computational domain and cost, FIELD-II and the transient Helmholtz integral were adopted to simulate transmitted pulse field and extrapolate received echo (Figure 3). Based on the evidences from both the experimental characterization and the ANSYS simulation, a generalized package sample cross-section impedance model was proposed and incorporated into the numerical simulation tool to examine its validity. The normalized cross correlation coefficient R between the simulated echo waveform and the experimental echo waveform was calculated as a quantitative index of similarity between them. The simulated results matched with experimental results very well (R = 97.5% for no defect situation and R = 95.7% for defect situation).
Figure 5. 2D pulse-echo FDTD simulation with PML, FIELD-II and the transient Helmholtz integral to reduce computational domain and cost.
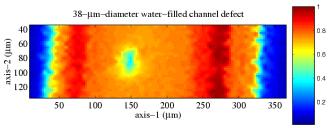
Figure 6. Optical (left) and acoustic images (right) of a 38-µm-diameter channel in a package sample.
Figure 6. Comparison between simualted and measured echoes. Summary Two research challenges in ultrasonic pulse-echo NDE have been identified and solved through experimental and numerical approaches. The trade-off between the BAI-mode image quality and the scanning step size of the zigzag real-time spatial sampling pattern has been studied. The optimal scanning step size is between one and two times the µ6-dB pulse-echo focal beam lateral. The continuous echo reception effectively increases the probe size. The spatial sampling study provides quantitative spatial sampling guideline for real-time food package inspection implementation using BAI-mode imaging technique. Experiments showed that the package sample microstructure is far more complicated than we presumed. Single-sided heating caused the asymmetric impedance profile in the package sample. Material compounding in the annular region expanded the effective defective area. A generalized pulse-echo subwavelength defect detection model has been developed and validated through numerical evaluation. The subwavelength defect detection mechanism study improves our understanding about nondestructive characterization and evaluation of materials. For more information on the package inspection research: [1]. A. A. Safvi, H. J. Meerbaum, S. A. Morris, C. L. and W. D. O'Brien, Jr.
"Acoustic Imaging of Defects in Flexible Food Packages." Journal of
Protection , 60, 309-314, 1997. [2]. C. H. Frazier, A. Ozguler, S. A. Morris and W. D. O'Brien, Jr.
"High-contrast images of defects in food package seals." Proceedings
of the IEEE Ultrasonics Symposium, pp 627-630, 1997. [3]. A. Ozguler, S. A. Morris and W. D. O'Brien, Jr. "Evaluation of
Defects in Seal Region of Food Packages using the Backscattered Integral (BAI)
Technique", Proceedings of 1997 IEEE Ultrasonics Symposium, pp 689-692,
1997. [4]. K. Raum, A. Ozguler, S. A. Morris and W. D. O'Brien, Jr. "Channel
Defect Detection in Shelf-Stable Food Packages Using High-Frequency Pulse-Echo
Imaging." Transactions on Ultrasonics, Ferroelectrics, and Frequency
Control, 45, 30-40, 1998. [5]. S. A. Morris, A. Ozguler, and W. D. O'Brien, Jr. "New Sensors Help Improve Heat-seal Microleak Detection." Part 1. Packaging Technology & Engineering, 42-49, July, 1998. [6]. S. A. Morris, A. Ozguler, and W. D. O'Brien, Jr. "New Sensors Help Improve Heat-seal Microleak Detection." Part 2. Packaging Technology & Engineering, 52-68, August, 1998. [7]. A. Ozguler, S. A. Morris and W. D. O'Brien, Jr. "Ultrasonic
Imaging of Micro-Leaks and Defects in Shelf-Stable Food Packages by Pulse-Echo Technique."
Journal of Food Science, 63, 673-678, 1998. [8]. A. Ozguler, S. A. Morris, and W.D. O'Brien, Jr. "Evaluation of defects in seal region of food packages using the ultrasonic contrast descriptor, DBAI", Packaging Technology & Science An International Journal, 12, 167-171, 1999. [9]. Q. Tian, A. Ozguler, S.A. Morris, and W.D. O'Brien, Jr.,
"High-contrast RF correlation imaging of defects in food package
seals", presented in 1999 IEEE International Ultrasonic Symposium, Lake
Tahoe, Nevada, October 17-21, 1999. [10]. A. Ozguler, S.A. Morris, W.D. O'Brien, Jr., "Food Package Inspection by Ultrasonic Imaging." National Food Processors Association Journal, pp 20-22, February, 2000. [11]. C.H. Frazier, Q. Tian, A. Ozguler, S.A. Morris, and W.D. O'Brien, Jr.,
"High-contrast ultrasound images of defects in food package seals",
IEEE Transactions on Ultrasonics, Ferroelectrics, and Frequency Control, 47(3),
530-539 (2000). [12]. Q. Tian, B. Sun, A. Ozguler, S.A. Morris, and W.D. O'Brien, Jr.,
"Parametric modeling in food package defect imaging", submitted to
IEEE Transactions on Ultrasonics, Ferroelectrics, and Frequency Control. 47(3),
635-643 (2000). [13]. A. Ozguler, S. A. Morris, W. D. O'Brien, Jr., "Ultrasonic
monitoring of the seal quality in flexible food packages", Polymer
Engineering and Science, vol. 41, no. 5, pp. 830-839, 2001. [14]. N. N. Shah, P. K. Rooney, A. Ozguler, S. A. Morris, W. D. O'Brien, Jr., "A real-time approach to detect seal defects in food packages using ultrasonic imaging," Journal of Food Protection (Accepted in April, 2001). [15]. X. Yin, S. A. Morris, W. D. O'Brien, Jr., "Investigation of
spatial sampling resolution of the real-time ultrasound pulse-echo BAI-mode
imaging technique", submitted to Proceedings of the IEEE Ultrasonics
Symposium, Atlanta, Georgia, 2001. [16]. X. Yin, S. A. Morris, W. D. O'Brien, Jr., "Experimental spatial sampling study of the real-time ultrasonic pulse-echo BAI-mode imaging technique," IEEE Trans. Ultrason., Ferroelect., Freq. Contr. (to be published) [17]. X. Yin, S. A. Morris, W. D. O'Brien, Jr., "Numerical evaluation of ultrasonic pulse-echo subwavelength defect detection," in Proc. IEEE Ultrasonics Symposium, Munich, Germany, 2002. BRL Projects >> |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Bioacoustics Research Lab. |